Produktbeschreibung




MKL (doppelte Spalte) 654 Vertikale CNC-Schleifer


1, Hauptzweck der Maschine Hilfsmittel
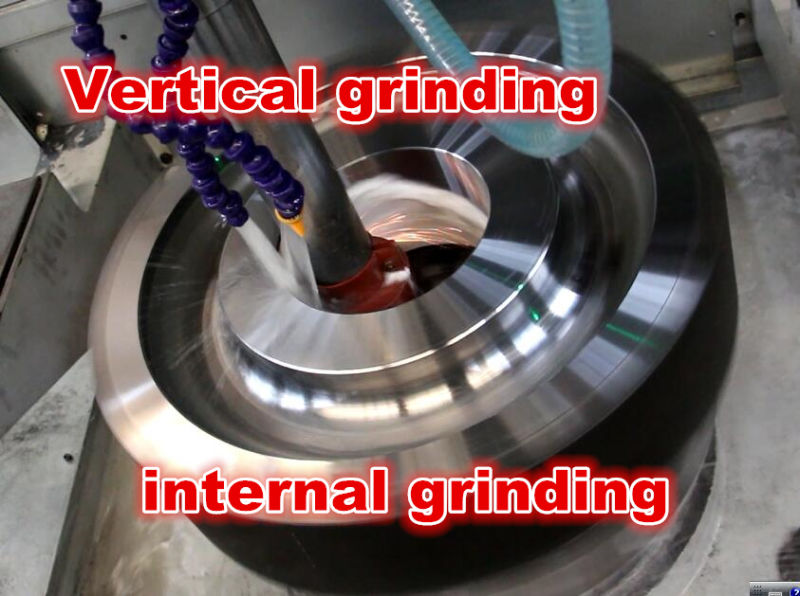
Die Maschine kann den inneren Kreis, innere das Kegelzapfenloch, das Jobstepploch, das Gesicht des inneren Endes, ä Uß Eren Kreis und Gesicht des ä Uß Eren Endes der Arbeit reiben Stü Ck. Die reibende Schleife wird automatisch beendet (einschließ Lich automatisches Fü Hren, automatische Behandlung der Schleifscheibe, automatischer Ausgleich, automatisches raues Reiben, feines Reiben und automatische Zurü Cknahme).
2, Zelle der Maschine
1. Das Maschinenbett wird vom haltbaren Roheisen, mit guter Wä Rmebestä Ndigkeit und starker Starrheit gebildet
2. Diese Maschine ist ein dreiachsiger zwei Verbindung CNC-vertikaler (doppelte Spalte) Verbundschleifer
3. Die Werkzeugmaschine nimmt total geschlossenen Deckel mit Nebelabsorptionseinheit an. Drehgeschä Ftskasten
4. Das Lay-out der Werkzeugmaschine nimmt den Arbeitsmodus des integralen Stä Nder-, horizontalen integralen Fü Hrens des Schiebens der Platte (X-axis), auf und ab hin- und herbewegende Bewegung des doppelten reibenden Rahmens an (Z1, Z2 Reiben Radä Xte).
5. Der drehende Tisch wird fü R Laden und das Aus dem Programm nehmen der Arbeit verwendet mit der elektrischen Dauermagnetklemme ausbessern, und andere Formulare der Schellen kö Nnen entsprechend den Unterschieden der Arbeit des Benutzers konfiguriert werden Stü Ck
Die Werkzeugmaschine kann mit Onlinemeß Instrument ausgerü Stet werden, um volle Regelabmessungssteuerung zu verwirklichen
Technische hauptsä Chlichbedingung
| S. N. | Name | technische Bedingung |
| Werkzeugmaschinengewicht | 13800kg | |
| Maschinenü Berblickabmessung | 3800x3000x4000mm | |
| Gesamtenergie | 62.5kw | |
| Bewegungsenergie | ||
| Bewegungsenergie des Arbeitsstü Ckes | 4 (KILOWATT) | |
| Bewegungsenergie des Reduzierstü Cks | 1.5 (KILOWATT) | |
| Energie der Mittellinie X Servobewegungs | 6 (KILOWATT) | |
| Energie der Mittellinie Z1 Servobewegungs | 4 (KILOWATT) | |
| Energie der Mittellinie Z2 Servobewegungs | 4 (KILOWATT) | |
| Z1axis Schleifscheibe-Bewegungsenergie | 25 (KILOWATT) | |
| Schleifscheibe-Bewegungsenergie der Mittellinie Z2 | 18 (KILOWATT) | |
| Auflö Sung der Mittellinie X Servobewegungs | 0.001 (mm) | |
| Auflö Sung der Mittellinie Z1 Servobewegungs | 0.001 (mm) | |
| Auflö Sung der Mittellinie Z2 Servobewegungs | 0.001 (mm) | |
| Bewegliche Geschwindigkeit der Mittellinie X | 10 m/min | |
| Z1, Z2, X behaut bewegliche Geschwindigkeit | 10 m/min | |
| Abkü Hlender Pumpenfluß | 100 (l/min) | |
| Abkü Hlender Pumpendruck | 20 (Stab) | |
| Aufbereiten des Bereichs | ||
| Max. Aufbereitender Auß Endurchmesser | 1000 (mm) | |
| Max. Prozessnummer | 800 (mm) | |
| Maximum, das Tiefe aufbereitet | 500 (mm) | |
| Max. Schwingendurchmesser des Arbeitsstü Ckes | 1200 (mm) | |
| (X-Mittellinie) max. Querzufuhranfall | 1200 (mm) | |
| (Mittellinie Z1, Z2) max. Beweglicher Anfall | 800 (mm) | |
| Max. Belastungsgewicht des Arbeitsstü Ckes | 3000 (Kilogramm) | |
| Umdrehungsgeschwindigkeit des Arbeitsstü Ckes | 20-200 stepless Einstellung (r/min) | |
| Umdrehungsgeschwindigkeit der Schleifscheibemittellinie | 10-6000 stepless Einstellung (r/min) | |
| Werkzeugmaschinengenauigkeit | ||
| X, Z1, Mittellinie Z2, die Genauigkeit in Position bringt | 0.008 (mm) | |
| X, Z1, Mittellinie Z2, die Genauigkeit umsetzt | 0.003 (mm) | |
| Aufbereiten von Genauigkeit | ||
| Innere, zylinderfö Rmige Rundung | 0.003 (mm) | |
| Inneres, zylinderfö Rmiges cylindricity | 0.005 (mm) | |
| Innere, zylinderfö Rmige Oberflä Chenrauheit | Ra0.4 (um) | |
| Endengesichtsflachheit | 0.005/400 (mm) | |
| Inneres Loch und zylinderfö Rmige Konzentrizitä T | 0.005mm | |
| Innere und zylinderfö Rmige und Endengesichtsflachheit | 0.005mm |